VIEW 5 Pro M7+ Compact Active V-Groove Cladding Alignment Fusion Splicer

Informații despre produs
Specificații
- Model: Compact Active V-Groove Cladding Alignment Fusion Splicer
- Versiune: Ver V1.00
- Tipuri de fibre aplicabile: diverse
- Pierdere prin îmbinare: scăzută
- Mod de îmbinare: aliniere activă a placajului cu caneluri în V
- Încălzire: Inclus
- Alimentare: Standard
- Dimensiune și greutate: Compact și ușor
- Condiții de mediu: potrivite pentru diverse medii
Instrucțiuni de utilizare a produsului
Capitolul 1: Parametrii tehnici
Asigurați-vă că sunteți familiarizat cu parametrii tehnici ai dispozitivului de îmbinare prin fuziune.
Capitolul 2: Instalare
Urmați avertismentele și precauțiile de siguranță înainte de a instala dispozitivul de îmbinare prin fuziune. Conectați corect sursa de alimentare.
Capitolul 3: Operarea de bază
- Porniți dispozitivul de îmbinare urmând instrucțiunile furnizate.
- Pregătiți fibra prin îndepărtarea și curățarea corectă a acesteia.
- Urmați instrucțiunile pentru a face o îmbinare între fibre.
- Aflați cum să protejați îmbinarea pentru durabilitate.
Capitolul 4: Modul de îmbinare
Înțelegeți și utilizați modul activ de îmbinare pentru alinierea precisă în timpul îmbinării prin fuziune.
Întrebări frecvente (Întrebări frecvente)
Q: Poate funcționa acest dispozitiv de îmbinare prin fuziune cu toate tipurile de fibre?
A: Dispozitivul de îmbinare prin fuziune este proiectat să funcționeze cu diferite tipuri de fibre, asigurând versatilitate în operațiunile de îmbinare.
Q: Cum pot asigura o pierdere redusă de îmbinare?
A: Pregătirea și alinierea corectă a fibrelor înainte de îmbinare, precum și respectarea instrucțiunilor producătorului, pot ajuta la obținerea unei pierderi reduse de îmbinare.
Prefaţă
Vă mulțumim că ați ales M7+ Arc Fusion Splicer de la INNO Instrument. M7+ adoptă un design inovator al produsului și o tehnologie de producție rafinată pentru a oferi clienților o experiență de îmbinare fără precedent.
Tehnologia complet nouă reduce foarte mult timpul de îmbinare și încălzire. Metoda avansată de estimare și tehnica de aliniere asigură o estimare precisă a pierderii prin îmbinare. Designul de produs simplu, dar la modă, structura internă sofisticată și durabilitatea fiabilă fac ca mașina să fie potrivită pentru orice mediu de operare. Interfața de operare dinamică și modul automat de îmbinare oferă utilizatorilor un confort deosebit.
Pentru mai multe informații despre M7+, vă rugăm să vizitați oficialul nostru website la www.innoinstrument.com.

Acest manual de utilizare explică utilizarea, caracteristicile de performanță și precauțiile dispozitivului de îmbinare prin fuziune M7+ și modul de instalare și utilizare. Scopul principal al acestui manual este de a face utilizatorul cât mai familiarizat cu dispozitivul de îmbinare.
Important!
INNO Instrument recomandă tuturor utilizatorilor să citească acest manual înainte de a utiliza dispozitivul de îmbinare prin fuziune M7+.
Parametrii tehnici
Tipul de fibră aplicabil
- Metoda de aliniere: aliniere activă cu caneluri în V
- SM(ITU-T G.652&T G.657)/MM(ITU-T G.651)/DS(ITU-T G.653)/NZDS (ITU-T G.655)
- Număr de fibre: unic
- Diametru acoperire: 100μm – 3mm
- Diametru placaj: 80 până la 100μm
Pierdere prin îmbinare
Aceeași fibră este îmbinată și măsurată prin metoda de reducere relevantă pentru standardul ITU-T. Valorile tipice ale pierderii prin îmbinare sunt:
- SM: 0.03 dB
- MM: 0.01 dB
- DS: 0.05 dB
- NZDS: 0.05 dB
- G.657:0.03dB
Modul de îmbinare
- Timp de îmbinare: Mod rapid: 4s / Mod SM Medie: 5s (60 mm subțire)
- Memorie de îmbinare: 20,000 de date de îmbinare / 10,000 de imagini de îmbinare
- Programe de îmbinare: Max 128 moduri
Încălzire
- 5 tipuri de manșon de protecție aplicabile: 20 mm – 60 mm.
- Timp de încălzire: Mod rapid: 9 s / medie: 13 s (60 mm subțire)
- Programe de încălzire: Max 32 moduri
Alimentare electrică
- Intrare AC 100-240V, Intrare DC 9-19V
- Capacitate baterie: 3000mAh / Ciclu de funcționare: 200 de cicluri (splicing + încălzire)
Dimensiune si Greutate
- 144W x 124H x 131D (inclusiv bara de protecție din cauciuc)
- Greutate: 1.49 kg
Condiții de mediu
- Condiții de funcționare: Altitudine: 0 până la 5000 m, umiditate: 0 până la 95%, temperatură: -10 până la 50 ℃, vânt: 15 m/s;
- Condiții de depozitare: umiditate: 0 până la 95%, temperatură: -40 până la 80 ℃;
- Teste de rezistență: rezistență la șocuri: 76 cm de la căderea suprafeței inferioare, expunerea la praf: silicat de aluminiu cu un diametru de 0.1 până la 500 um, rezistență la ploaie: 100 mm/h timp de 10 minute
- Rezistenta la apa (IPx2)
- Rezistență la șocuri (scădere de la 76 cm)
- Rezistenta la praf (IP5X)
Alte
- Ecran LCD color de 4.3 inchi, ecran tactil complet
- mărire de 320x
- Test de tragere: 1.96 până la 2.25 N.
Precauții pentru baterie
- Evitați să atingeți sau să loviți bateria cu obiecte ascuțite sau ascuțite.
- Țineți bateria departe de materiale și obiecte metalice.
- Evitați să aruncați, să scăpați, să loviți sau să îndoiți bateria și să evitați să o loviți sau să o călcați.
- Nu conectați bornele anodului și catodului bateriei cu metale, cum ar fi firele electrice, pentru a preveni potențialele scurtcircuite.
- Asigurați-vă că anodul sau catodul bateriei nu intră în contact cu stratul de aluminiu al ambalajului, deoarece poate provoca un scurtcircuit.
- Nu dezasamblați celula bateriei.
- Evitați scufundarea bateriei în apă, deoarece daunele cauzate de apă vor face celula bateriei inoperabilă.
- Nu amplasați și nu utilizați bateria în apropierea surselor de căldură, cum ar fi focul, și împiedicați bateria să se încălzească excesiv.
- Evitați lipirea directă a bateriei și evitați încărcarea acesteia în medii foarte calde.
- Nu puneți bateria într-un cuptor cu microunde sau în orice vas de înaltă presiune.
- Țineți bateria departe de medii fierbinți, cum ar fi în interiorul unei mașini pentru perioade lungi de timp sau în lumina directă a soarelui.
- Este strict interzisă utilizarea unei baterii deteriorate.
- În cazul unei scurgeri de electrolit, țineți bateria departe de orice sursă de foc.
- Dacă bateria emite un miros de electrolit, nu o utilizați.
Instalare
Avertismente de siguranță și precauții
Deoarece M7+ este proiectat pentru îmbinarea prin fuziune a fibrelor optice de sticlă de silice, este foarte important ca dispozitivul de îmbinare să nu fie utilizat în alte scopuri. Lipitorul este un instrument de precizie și trebuie manipulat cu prudență. Prin urmare, ar trebui să citiți următoarele reguli de siguranță și precauții generale din acest manual. Orice acțiuni care nu respectă avertismentele și precauțiile vor încălca standardul de siguranță al proiectării, fabricării și utilizării dispozitivului de îmbinare prin fuziune. INNO Instrument nu își asumă nicio responsabilitate pentru consecințele cauzate de utilizarea necorespunzătoare.
Avertismente de siguranță operațională
- Nu utilizați niciodată dispozitivul de îmbinare în medii inflamabile sau explozive.
- NU atingeți electrozii când dispozitivul de îmbinare este pornit.
Nota:
Folosiți numai electrozi specificați pentru dispozitivul de îmbinare prin fuziune. Selectați [Înlocuire electrod] în meniul de întreținere pentru a înlocui electrozii sau opriți dispozitivul de îmbinare, deconectați sursa de alimentare CA și scoateți bateria înainte de a înlocui electrozii. Nu inițiați descărcarea arcului decât dacă ambii electrozi sunt montați corespunzător. - Nu dezasamblați sau modificați nicio componentă a dispozitivului de îmbinare fără aprobare, cu excepția componentelor sau pieselor permise în mod explicit pentru dezasamblare sau modificare de către utilizatori, așa cum este prezentat în acest manual. Înlocuirea componentelor și ajustările interne trebuie efectuate numai de INNO sau de tehnicienii sau inginerii săi autorizați.
- Evitați operarea dispozitivului de îmbinare în medii care conțin lichide sau vapori inflamabili, deoarece arcul electric produs de dispozitivul de îmbinare poate prezenta un risc de incendiu sau explozie periculoasă. Evitați utilizarea dispozitivului de îmbinare în apropierea surselor de căldură, în medii cu temperatură ridicată și praf sau atunci când condensul este prezent pe dispozitiv de îmbinare, deoarece acest lucru poate duce la șoc electric, funcționarea defectuoasă a dispozitivului de îmbinare sau performanța de îmbinare compromisă.
- Este imperativ să purtați ochelari de protecție în timpul operațiunilor de pregătire și îmbinare a fibrelor. Fragmentele de fibre pot prezenta un pericol semnificativ dacă intră în contact cu ochii, pielea sau dacă sunt ingerate.
- Scoateți imediat bateria dacă se observă oricare dintre următoarele probleme în timpul utilizării dispozitivului de îmbinare:
- Aburi, mirosuri neplăcute, zgomote anormale sau căldură excesivă.
- Lichidul sau materia străină intră în corpul de îmbinare (carcasa).
- Racordul este deteriorat sau scăpat.
- În cazul oricăreia dintre aceste defecțiuni, vă rugăm să contactați imediat centrul nostru de service. Permiterea dispozitivului de îmbinare să rămână într-o stare deteriorată fără acțiune promptă poate duce la defecțiuni ale echipamentului, șoc electric, incendiu și poate duce la rănire sau deces.
- Evitați utilizarea gazului comprimat sau a aerului conservat pentru curățarea dispozitivului de îmbinare, deoarece aceste produse pot conține materiale inflamabile care s-ar putea aprinde în timpul descărcării electrice.
- Utilizați numai bateria standard desemnată pentru M7+. Utilizarea unei surse de alimentare CA incorectă poate duce la fum, șocuri electrice, deteriorarea echipamentului și poate duce la incendiu, rănire sau deces.
- Utilizați numai încărcătorul specificat pentru M7+. Evitați plasarea obiectelor grele pe cablul de alimentare CA și asigurați-vă că acesta este ținut departe de sursele de căldură. Utilizarea unui cablu necorespunzător sau deteriorat poate provoca fum, șoc electric, deteriorarea echipamentului și poate duce chiar la incendiu, rănire sau deces.
Măsuri de întreținere și îngrijire externă - Nu folosiți obiecte dure pentru a curăța canelurile în V și electrozii.
- Evitați utilizarea acetonei, a diluantului, a benzolului sau a alcoolului pentru curățarea oricărei părți a dispozitivului de îmbinare, cu excepția zonelor recomandate.
- Folosiți o cârpă uscată pentru a elimina praful și murdăria din mașină.
- Urmați întotdeauna instrucțiunile de întreținere din acest manual.
Precauții pentru transport și depozitare
- Când transportați sau mutați dispozitivul de îmbinare dintr-un mediu rece într-un mediu cald, este esențial să permiteți dispozitivului de îmbinare prin fuziune să se încălzească treptat pentru a preveni condensul în interiorul unității, care poate avea efecte dăunătoare asupra dispozitivului de îmbinare.
- Împachetați bine dispozitivul de îmbinare prin fuziune pentru depozitare pe termen lung.
- Păstrați dispozitivul de îmbinare curat și uscat.
- Având în vedere ajustările sale de precizie și alinierea, depozitați dispozitivul de îmbinare în carcasa sa de transport în orice moment pentru a-l proteja de deteriorare și murdărie.
- Evitați întotdeauna să lăsați dispozitivul de îmbinare în lumina directă a soarelui sau expus la căldură excesivă.
- Nu depozitați dispozitivul de îmbinare în medii cu praf. Acest lucru poate duce la șoc electric, funcționarea defectuoasă a dispozitivului de îmbinare sau performanță slabă a îmbinării.
- Păstrați umiditatea la un nivel minim acolo unde este depozitat dispozitivul de îmbinare. Umiditatea nu trebuie să depășească 95%.
Instalare
Important!
Urmați aceste instrucțiuni cu atenție.
Despachetarea dispozitivului de îmbinare
Țineți mânerul în sus și apoi ridicați dispozitivul de îmbinare din carcasa de transport.
Pesteview a Părților Externe


Metoda de alimentare
Baterie
Următoarea diagramă prezintă modul de instalare a bateriei.
- Opriți Fusion Splicer
Apăsați butonul de eliberare, acest lucru vă va permite să glisați bateria din dispozitivul de îmbinare prin fuziune.
- Împingeți bateria
- Puneți bateria în slotul unității de alimentare
Împingeți-l în locul potrivit.
Operare de bază
Pornirea splicerului
Presa ![]() butonul de pe panoul de operare, așteptați ca dispozitivul de îmbinare să se pornească. Apoi treceți la pagina Workbench.
butonul de pe panoul de operare, așteptați ca dispozitivul de îmbinare să se pornească. Apoi treceți la pagina Workbench.

Nota:
Monitorul LCD este o componentă precisă produsă de fabrica noastră de producție sub control strict al calității. Cu toate acestea, unele puncte minuscule în culori diferite pot rămâne în continuare pe ecran. Între timp, luminozitatea ecranului poate să nu pară uniformă, în funcție de viewunghiul de ing. Rețineți că aceste simptome nu sunt defecte, ci fenomene naturale.
Pregătirea fibrei
Acești 3 pași trebuie efectuati înainte de îmbinare:
- Decapare: Îndepărtați cel puțin 50 mm de acoperire secundară (validă atât pentru stratul secundar al tubului strâns, cât și pentru cel liber) și aproximativ 30~40 mm de acoperire primară cu un decapant adecvat.
- Curățați fibrele goale cu tifon pur înmuiat cu alcool sau șervețel fără scame.
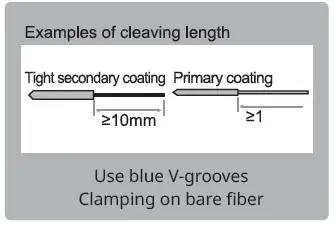
- Despicați fibra: Pentru a asigura cel mai bun rezultat de îmbinare, despicați fibrele cu un saiător de înaltă precizie, cum ar fi satul de fibre INNO Instrument V, și controlați cu strictețe lungimile de despicare prezentate mai jos.
Nota:
Nu uitați întotdeauna să puneți un manșon termocontractabil pe fiecare capăt al fibrelor la începutul fiecărei preparate de fibre.

Important!
Asigurați-vă că fibra goală și secțiunea sa despicată sunt curate.
- Evitați să puneți fibrele pe o suprafață de lucru prăfuită.
- Evitați să fluturați fibrele în aer.
- Verificați dacă canelurile în V sunt curate; dacă nu, ștergeți-le cu un tampon de bumbac înmuiat cu alcool pur.
- Verificați dacă clamps sunt curate; dacă nu, ștergeți-le cu un tampon de bumbac înmuiat cu alcool pur.
Cum se face o îmbinare
- Deschideți capacul rezistent la vânt.
- Deschideți fibra clamps.
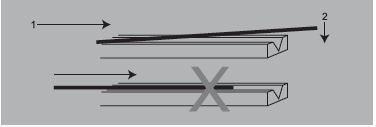
- Puneți fibrele în șanțuri în V. Asigurați-vă că capetele fibrelor sunt între marginile canelurii în V și vârful electrodului.
- Clamp fibra in pozitie prin inchiderea ambelor seturi de fibre clamps.
- Închideți capacul rezistent la vânt.
Nota:
Asigurați-vă că evitați alunecarea fibrelor de-a lungul canelurilor în V, ci mai degrabă poziționați-le peste canelurile în V și înclinați-le în jos în poziție (așa cum se arată mai jos).

Inspectarea fibrelor
Înainte de a continua cu îmbinare, inspectați fibrele pentru a verifica dacă sunt curate și bine despicate. Dacă se găsesc defecte, vă rugăm să îndepărtați fibrele și să le pregătiți din nou.

Nota:
Fibrele sunt verificate automat când apăsați butonul Set. Dispozitivul de îmbinare se concentrează automat asupra fibrelor și verifică dacă există daune sau particule de praf.

Îmbinare
Selectați un mod de îmbinare adecvat.
Începeți îmbinarea apăsând butonul „SET”.
Nota:
Dacă dispozitivul de îmbinare este setat la „Pornire automată”, îmbinarea va începe automat odată ce capacul rezistent la vânt este închis.
Cum să protejați îmbinarea
După îmbinare, puneți fibra cu manșon termocontractabil în încălzitor. Apăsați butonul [Heat] pentru a începe procesul de încălzire.
Procedura de încălzire
- Deschideți capacul încălzitorului
- Deschideți suporturile de fibre din stânga și din dreapta. Țineți manșonul termocontractabil (așezat anterior pe fibră). Ridicați fibrele îmbinate și țineți-le strâns. Apoi glisați manșonul termocontractabil până la punctul de îmbinare.
- Puneți fibra cu manșon termocontractabil în încălzitorul clamp.
- Apăsați butonul [Heat] pentru a începe încălzirea. La finalizare, indicatorul LED de încălzire se va stinge.


Modul de îmbinare
M7+ are o varietate de moduri de îmbinare simple, dar foarte puternice, care definesc curenții arcului, timpii de îmbinare, precum și diverși parametri utilizați la efectuarea unei îmbinări. Este esențial să selectați modul corect de îmbinare. Există o serie de moduri de îmbinare „Presetate” pentru combinații comune de fibre. Prin urmare, este mult mai ușor să modificați și să optimizați în continuare parametrii pentru combinații de fibre mai neobișnuite.
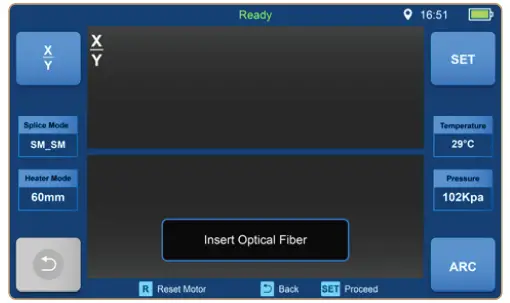
Afișarea modului de îmbinare activ
Modul de îmbinare activ este întotdeauna afișat în partea stângă a ecranului (vezi mai jos).

Selectarea unui mod de îmbinare
Selectați [Mod splice] din meniul principal.

Selectați un mod de îmbinare adecvat
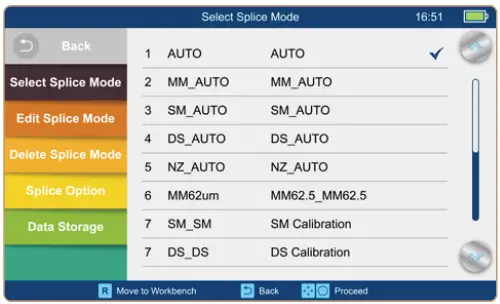
Modul de îmbinare selectat apare pe ecran.
Apăsați butonul [Reset] pentru a reveni la pagina inițială a interfeței.
Etape generale de îmbinare
Această secțiune explică pașii implicați în procesul de îmbinare automată și descrie modul în care diverși parametrii modului de îmbinare sunt legați de acest proces. Procesul normal de îmbinare poate fi împărțit în două secțiuni: pre-fuziune și fuziune.
Pre-fuziune
În timpul pre-fuziunii, dispozitivul de îmbinare realizează alinierea și focalizarea automată, în cazul în care fibrele sunt supuse unui curent de prefuziune scăzut în scopuri de curățare; se face si o imagine de pre-fuziune. În acest moment, utilizatorul este informat cu privire la orice probleme recunoscute în imaginea de pre-fuziune, cum ar fi fibrele slab pregătite. Apoi, dispozitivul de îmbinare va afișa un avertisment înainte ca fibrele să fie topite.
Fuziune
În timpul fuziunii, fibrele sunt unite și supuse la cinci curenți diferiți, așa cum este ilustrat mai jos. Un parametru important, care se modifică în timpul îmbinării, este distanța dintre fibre. În timpul prefuziunii, fibrele sunt separate. Odată cu schimbarea fazei curente, fibrele sunt îmbinate treptat.
Procesul de îmbinare
Puterea arcului și timpul arcului sunt considerați cei mai importanți doi parametri (așa cum se arată în figura de mai jos). Numele și scopul acelor parametri, precum și efectul și importanța parametrilor, vor fi descrise în următoarea secțiune „Parametrii standard de îmbinare”. Figura de mai jos arată condițiile de descărcare a arcului (relația dintre „Puterea arcului” și „Mișcarea motorului”). Aceste condiții pot fi modificate prin modificarea parametrilor de îmbinare enumerați mai jos. Cu toate acestea, în funcție de modul de îmbinare, anumiți parametri nu pot fi modificați.
Diagrama stării de descărcare ARC

- A: Putere pre-siguranta
- B: Puterea arcului 1
- C: Puterea arcului 2
- D: Curățare Arc
- E: Timp de pre-fuziune
- F: Timp de înaintare legat de suprapunerea G: Arc 1 timp
- H: Ora arc 2 ON
- I: Timp de oprire arc 2
- J: Arc 2 timp
- K: Timp de așteptare pentru îmbinare conică
- L: Timp de îmbinare conic
- M: Viteza de îmbinare conică
- N: Re-arc Timp
Parametrii standard de îmbinare
| Parametru | Descriere |
|
Șablon |
Este afișată o listă a modurilor de îmbinare stocate în baza de date a îmbinării. După selectarea modului corespunzător, setările modului de îmbinare selectate sunt copiate într-un mod de îmbinare selectat în zona programabilă de utilizator. |
| Nume | Titlu pentru un mod de îmbinare (până la șapte caractere) |
| Nota | Explicație detaliată pentru un mod de îmbinare (până la 15 caractere). Este afișat în meniul „Select splice mode”. |
| Tip de aliniere | Setați tipul de aliniere pentru fibre. „Core”: alinierea miezului fibrei |
| Reglarea arcului | Reglați puterea arcului în funcție de condițiile fibrelor. |
| Testul de tragere | Dacă „Test de tragere” este setat la „ON”, se efectuează un test de tragere la deschiderea capacului antivânt sau prin apăsarea butonului SET după îmbinare. |
|
Estimarea pierderilor |
Estimarea pierderilor ar trebui să fie considerată o referință. Deoarece pierderea este calculată pe baza imaginii fibrei, aceasta poate diferi de valoarea reală. Metoda de estimare se bazează pe o fibră monomod și este calculată la lungimea de undă de 1.31μm. Valoarea estimată poate fi o referință valoroasă, dar nu poate fi folosită ca bază de acceptare. |
|
Pierdere minimă |
Această sumă se adaugă la pierderea estimată de îmbinare calculată inițial. La îmbinarea fibrelor speciale sau diferite, poate apărea o pierdere reală mare de îmbinare chiar și în condiții de arc optimizate. Pentru a face ca pierderea estimată prin îmbinare să se potrivească cu pierderea reală prin îmbinare, setați pierderea minimă la valoarea diferenței. |
| Limită de pierdere | Este afișat un mesaj de eroare dacă pierderea estimată prin îmbinare depășește limita de pierdere setată. |
| Limita unghiului miezului | Este afișat un mesaj de eroare dacă unghiul de îndoire al celor două fibre îmbinate depășește pragul selectat (Limita unghiului miezului). |
| Limita unghiului de scindare | Este afișat un mesaj de eroare dacă unghiul de scindare al capetelor fibrei din stânga sau din dreapta depășește pragul selectat (limita de scindare). |
|
Poziția golului |
Setează poziția relativă a locației de îmbinare la centrul electrozilor. Pierderea prin îmbinare poate fi îmbunătățită în cazul îmbinării diferite a fibrelor prin deplasarea [poziție de gol] către o fibră al cărei MFD este mai mare decât celălalt MFD cu fibre. |
| Decalaj | Setați distanța de la capătul feței dintre fibrele din stânga și din dreapta în momentul alinierii și descărcării pre-fuziune. |
|
Suprapune |
Setați cantitatea de fibre de suprapunere la propulsia fibrelortage. [Suprapunere] relativ mică este recomandată dacă [Valoare arc de preîncălzire] este scăzută, în timp ce [Suprapunere] relativ mare este recomandată dacă [Valoare arc de preîncălzire] este mare. |
| Curățarea timpului arcului | Un arc de curățare arde micropraful de pe suprafața fibrei cu o descărcare a arcului pentru o perioadă scurtă de timp. Durata arcului de curățare poate fi modificată prin acest parametru. |
|
Valoarea arcului de preîncălzire |
Setați puterea arcului pre-fuzibil de la începutul descărcării arcului până la începutul propulsării fibrelor. Dacă „Valoarea arcului de preîncălzire” este setată prea mică, poate apărea decalajul axial dacă unghiurile scindate sunt slabe. Dacă „Preheat Arc Value” este setată prea mare, fețele de capăt ale fibrei sunt topite excesiv și pierderea prin îmbinare crește. |
| Preîncălzire timp arc | Setați timpul de arc pre-fuzibil de la începutul descărcării arcului până la începutul propulsării fibrelor. [Preheat Arc Time] lung și mare [Preheat Arc Value] conduc la aceleași rezultate. |
| Valoarea arcului fuzibil | Setează puterea arcului. |
| Fuse Arc time | Setează timpul arcului. |
Opțiunea de îmbinare
Setarea modului de îmbinare

| Parametru | Descriere |
| Pornire automată | Dacă „Pornire automată” este setat la ON, îmbinarea începe automat imediat ce capacul antivânt este închis. Fibrele trebuie pregătite și plasate în mașină în avans. |
| Pauza 1 | Dacă „Pauză 1” este setată la ON, operațiunea de îmbinare se întrerupe atunci când fibrele intră în poziția de setare a spațiului. Unghiurile de scindare sunt afișate în timpul pauzei. |
| Pauza 2 | Dacă „Pauză 2” este setată la ON, operațiunea de îmbinare se întrerupe după ce alinierea fibrelor este finalizată. |
| Ignorați eroarea de îmbinare | |
| Unghiul de despicare | Setarea la „OFF” ignoră defecțiunile și continuă să finalizeze îmbinarea chiar dacă apare eroarea listată. |
| Unghiul miezului | |
| Loos | |
| Grăsime | |
| Subţire | |
| Imagine cu fibre pe ecran | |
| Pauza 1 | Setează metoda de afișare a imaginilor cu fibre pe ecran în timpul diferitelor stages ale operaţiei de îmbinare. |
| Alinia | |
| Pauza 2 | |
| Arc | |
| Estima | |
| Gap set | |
Modul de încălzire
Dispozitivul de îmbinare oferă maximum 32 de moduri de încălzire, inclusiv 7 moduri de încălzire presetate de INNO Instrument, care pot fi modificate, copiate și eliminate de către utilizator.
Selectați un mod de încălzire care se potrivește cel mai bine cu manșonul de protecție utilizat.
Pentru fiecare tip de manșon de protecție, splicer-ul are modul optim de încălzire. Aceste moduri pot fi găsite în interfața modului de încălzire pentru referință. Puteți copia modul corespunzător și îl puteți lipi într-un nou mod personalizat. Utilizatorii pot edita acești parametri.
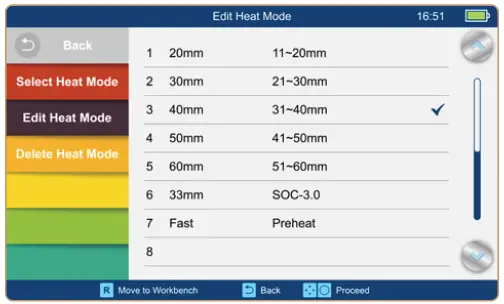
Selectarea modului de încălzire
Selectați [Select Heat Mode] în meniul [Heater Mode].
- Selectați meniul [Heater Mode].
- Selectați modul de încălzire.
- Modul de căldură selectat apare pe ecran. Apăsați butonul [R] pentru a reveni la interfața inițială.

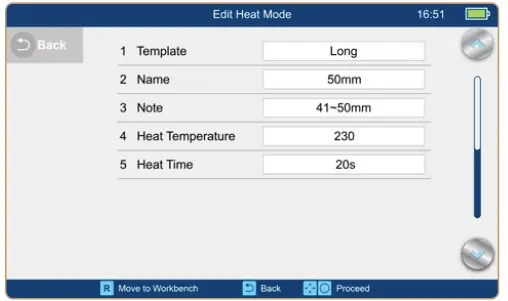
Editarea modului de încălzire
Parametrii de încălzire ai modului de încălzire pot fi modificați de către utilizator.
Selectați [Edit Heat Mode] din meniul [Heater mode].
Selectați parametrii de modificat
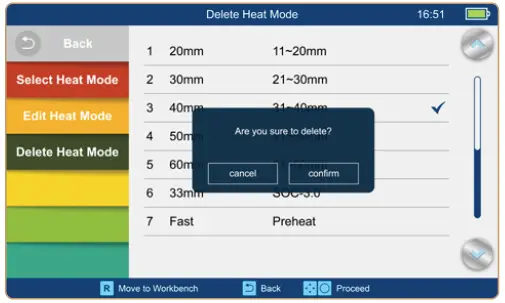
Ștergeți modul de încălzire
Selectați meniul [Heater Mode]. Selectați [Delete Heat Mode]. Selectați modul de încălzire care trebuie șters
Nota:
Modurile gri (20mm, 30mm, 40mm, 50mm, 33mm) sunt presetări ale sistemului care nu pot fi șterse
Parametrii modului de încălzire
| Parametru | Descriere |
| Șablon | Setează tipul de mânecă. Este afișată lista tuturor modurilor de încălzire. Modul selectat va fi copiat în noul mod |
| Nume | Titlul modului de încălzire. |
| Temperatura încălzitorului | Setează temperatura de încălzire. |
| Timp de încălzire | Setează timpul de încălzire. |
| Preîncălziți temperatura | Setează temperatura de preîncălzire. |
Splicerul are mai multe funcții pentru a efectua întreținerea de rutină. Această secțiune descrie modul de utilizare a meniului de întreținere. Selectați [Meniu întreținere].
Selectați o funcție de efectuat.
Întreţinere
Dispozitivul de îmbinare are o funcție de testare de diagnosticare încorporată care permite utilizatorului să evalueze mai mulți parametri variabili critici într-un singur pas simplu. Efectuați această funcție în cazul problemelor de funcționare a splicerului.
Procedura de operare
Selectați [Maintenance] în [Maintenance Menu] Execute [Maintenance], apoi vor fi efectuate următoarele verificări.
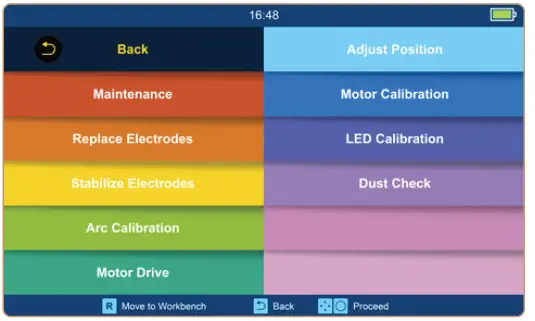
| Nu. | Element de verificare | Descriere |
| 1 | Calibrare LED | Măsurați și reglați luminozitatea LED-ului. |
| 2 | Verificare praf | Verificați imaginea camerei pentru praf sau murdărie și evaluați dacă acestea perturbă evaluarea fibrelor. Dacă este detectată contaminare, apăsați butonul de întoarcere de două ori pentru a afișa locația acesteia. |
| 3 | Ajustați Poziția | Reglare automată a fibrelor |
| 4 | Calibrarea motorului | Calibrează automat viteza a 4 motoare. |
| 5 | Stabilizați electrozii | Măsoară cu precizie poziția electrozilor prin descărcarea ARC. |
| 6 | Calibrarea arcului | Calibrează automat factorul de putere a arcului și poziția de îmbinare a fibrei. |
Înlocuiți electrozii
Pe măsură ce electrozii se uzează în timpul procesului de îmbinare, oxidarea vârfurilor electrozilor trebuie verificată în mod regulat. Se recomandă ca electrozii să fie înlocuiți după 4500 de descărcări de arc. Când numărul de descărcări de arc ajunge la un număr de 5500, un mesaj care solicită înlocuirea electrozilor este afișat imediat după pornirea alimentării. Folosirea electrozilor uzați va duce la pierderi de îmbinare mai mari și rezistență redusă la îmbinări.
Procedura de înlocuire
Selectați [Înlocuire electrozi] în [Meniu întreținere].
Pe ecran vor apărea mesaje de instrucțiuni. Apoi, opriți dispozitivul de îmbinare. Scoateți electrozii vechi.
- Scoateți capacele electrodelor
- Scoateți electrozii din capacele electrozilor

Curățați noii electrozi cu tifon curat îmbibat cu alcool sau cu un șervețel fără scame și instalați-i în dispozitivul de îmbinare.
- Introduceți electrozii în capacele electrozilor.
- Reinstalați capacele electrozilor în dispozitiv de îmbinare și strângeți șuruburile.
Nota:
Nu strângeți excesiv capacele electrozilor.
INNO Instrument recomandă insistent tuturor utilizatorilor să efectueze [Stabilizarea electrozilor] și să finalizeze o [Calibrare arc] după înlocuirea electrodului pentru a menține rezultate bune de îmbinare și rezistența îmbinării (detaliile sunt descrise mai jos).
Stabilizați electrozii
Procedura de operare
- Selectați [Stabilizare electrozi].
- Puneți fibrele pregătite în dispozitivul de îmbinare pentru îmbinare.
- Apăsați butonul [S] și dispozitivul de îmbinare va începe să stabilizeze electrozii automat în următoarele proceduri:
- Repetați descărcarea arcului de cinci ori pentru a măsura poziția arcului.
- Efectuați îmbinarea de 20 de ori consecutiv pentru a stabili cu precizie poziția electrozilor.
Calibrarea motorului
Motoarele sunt reglate din fabrică înainte de expediere, cu toate acestea, setările lor ar putea fi nevoite să fie calibrate în timp. Această funcție calibrează automat motoarele presei.
Procedura de operare
- Selectați [Motor Calibration] în [Maintenance Menu].
- Încărcați fibrele pregătite în dispozitiv de îmbinare și apăsați butonul [Set].
- Motoarele presei sunt calibrate automat. La finalizare, va fi afișat un mesaj de succes.
Nota:
Efectuați această funcție când apare o eroare „Grăsime” sau „Suțire” sau când alinierea fibrelor sau focalizarea durează prea mult timp.
Calibrarea arcului
Procedura de operare
- După ce ați selectat [Arc Calibration] în meniul de întreținere, o imagine cu [Arc Calibration] va fi afișată pe ecran.
ecran. - Setați fibrele pregătite pe dispozitivul de îmbinare, apăsați butonul [Set] pentru a începe calibrarea ARC.
Nota:
Utilizați fibră SM standard pentru calibrarea arcului. * Asigurați-vă că fibrele sunt curate. Praful de pe suprafața fibrei afectează calibrarea arcului.
După calibrarea arcului, pe ecran vor fi afișate 2 valori numerice. Când valorile din partea dreaptă sunt 11±1, dispozitivul de îmbinare va solicita un mesaj pentru finalizare, în caz contrar fibrele trebuie să fie scindate din nou pentru calibrarea arcului până când operația este finalizată cu succes.
Prin analiza imaginii, dispozitivul de îmbinare detectează praful și contaminanții de pe camerele de îmbinare și lentilele care pot duce la detectarea incorectă a fibrelor. Această funcție verifică imaginile camerei pentru prezența contaminanților și evaluează dacă aceștia vor afecta calitatea îmbinării.
Procedura de operare
- Selectați [Verificare praf] în [meniul Întreținere].
- Dacă fibrele sunt plasate în dispozitivul de îmbinare, îndepărtați-le și apăsați [Set] pentru a începe verificarea prafului.
- Dacă praful este detectat în timpul procesului de verificare a prafului, pe ecran va fi afișat mesajul „Eșuat”. Apoi curățați lentilele și [Verificare praf] până când pe ecran apare mesajul „Complete”.
Nota:
Dacă contaminarea mai există după curățarea lentilelor obiectivului, vă rugăm să contactați cel mai apropiat agent de vânzări.
Se recomandă înlocuirea electrozilor cu unul nou atunci când Numărul de arc curent depășește 5500 pentru a asigura calitatea îmbinării.
- Intrați în [Meniu întreținere] > [Înlocuire electrozi] > [Praguri electrozi].
- Setați precauția electrodului și avertismentul electrodului.
| Parametru | Descriere |
|
Atenție la electrozi |
Când numărul de descărcare al electrodului este mai mare decât numărul setat, mesajul „Atenție! Înlocuiți electrozii” va apărea pe măsură ce porniți dispozitivul de îmbinare prin fuziune. Se recomandă setarea parametrului la „4500”. |
|
Avertizare electrod |
Când numărul de descărcare al electrodului este mai mare decât numărul setat, mesajul „Atenție! Înlocuiți electrozii” va apărea pe măsură ce porniți dispozitivul de îmbinare prin fuziune. Acest parametru este recomandat să fie setat la „5500”. |
Actualizați software-ul
- Va trebui să accesați pagina produsului M7+ pe www.innoinstrument.com și descărcați software-ul actualizat file din această pagină.
- Odată descărcat, încărcați file pe o unitate USB.
- Apoi conectați unitatea USB în mașină și încărcați files.
- Selectați [Actualizare software] în interfața [Setări sistem].
- După ce ați făcut clic pe [OK], dispozitivul de îmbinare va începe automat procesul de actualizare.
- Unitatea de îmbinare va reporni după finalizarea upgrade-ului.
Utilități
Setarea sistemului
| Parametru | Descriere |
| Buzzer | Setează soneria sonoră. |
| Unitate de temperatură | Setează unitatea de temperatură. |
| Încălzire automată | Dacă este setat la [Pornit], când fibra este plasată în încălzitor. Încălzitorul va executa automat încălzirea. |
| Verificare praf | Verifică dacă există praf în zona de imagistică. Setează funcția de verificare a prafului, OFF în mod implicit. Dacă este setată la ON, verificarea conductelor va fi efectuată automat când dispozitivul de îmbinare este pornit. |
| Testul de tragere | Setează testul de tragere, ON în mod implicit, dacă este setat la OFF, testul de tragere nu va fi efectuat. |
| LED alb | Comutator LED alb. |
| Blocare parolă | Activează protecția prin parolă. |
| Resetați | Restabilește setările din fabrică. |
| Actualizați software-ul | Procedura de actualizare a software-ului Splicer. |
| Limbă | Setează limba sistemului. |
| Opțiune de economisire a energiei | Setează timpul pentru [Oprire monitor], timpul pentru [Închidere a îmbinării] și luminozitatea LCD-ului. |
| Setează Calendar | Setează ora sistemului. |
| Schimbaţi parola | Opțiunea de schimbare a parolei. Parola implicită 0000. |
Opțiune de economisire a energiei
Dacă funcția de economisire a energiei nu este setată în timpul utilizării pe baterie, numărul de cicluri de îmbinare va scădea.
- Selectați [Power Save Option] în meniul [System Setting].
- Modificați orele [Oprirea monitorului] și [Închiderea dispozitivului de îmbinare]
| Parametru | Descriere |
|
Închiderea monitorului |
Pentru a economisi energia bateriei, pornirea acestei funcții va opri automat ecranul dacă dispozitivul de despicare nu este utilizat la timpul setat. Când ecranul se stinge, veți vedea o lumină intermitentă lângă butonul de pornire. Apăsați orice tastă pentru a reporni ecranul. |
| Splicer oprit | Oprește automat puterea dispozitivului de îmbinare dacă rămâne inactiv pentru timpul stabilit. Acest lucru ajută la evitarea epuizării bateriei. |
Informații de sistem
După selectarea [System Information], următoarele mesaje vor fi afișate pe ecran:
| Parametru | Descriere |
| NR de serie a mașinii. | Afișează numărul de serie al dispozitivului de îmbinare prin fuziune. |
| Versiune de software | Afișează versiunea software a dispozitivului de îmbinare prin fuziune. |
| Versiune FPGA | Afișează versiunea FPGA. |
| Număr total de arc | Afișează numărul total de descărcări ale arcului. |
| Număr curent de arc | Afișează numărul de descărcări de arc pentru setul curent de electrozi. |
| Ultima intretinere | Afișează ultima dată de întreținere. |
| Data producției | Afișează data producției. |
Anexa I
Pierdere mare prin îmbinare: Cauză și remediu

Nota:
Când îmbinați diferite fibre optice cu diametre diferite sau fibre multimodale, poate apărea o linie verticală, denumită „linii de îmbinare”. Este important de reținut că acest lucru nu afectează calitatea îmbinării, inclusiv pierderea îmbinării și rezistența îmbinării.
Lista de mesaje de eroare
În timp ce utilizați dispozitivul de îmbinare, este posibil să întâlniți un mesaj de eroare pe ecran. Urmați soluțiile enumerate mai jos pentru a rezolva problema. Dacă problema persistă și nu poate fi rezolvată, pot exista defecțiuni la unitatea de îmbinare prin fuziune. În astfel de cazuri, este recomandabil să vă consultați cu agenția dumneavoastră de vânzări pentru asistență suplimentară.
| Mesaj de eroare | Cauza | Soluţie |
| Left Fiber Place Error | Fața de capăt a fibrei este plasată pe sau dincolo de linia centrală a electrodului. | Apăsați butonul „R” și setați capătul fibrei între linia centrală a electrodului și marginea canelurii în V. |
| Eroare la locul corect al fibrei | ||
|
Apăsați Motor Distance Over Limit |
Fibra nu este fixată corect în canalul în V. Fibra nu se află în câmpul camerei de view. |
Apăsați butonul „R” și repoziționați fibra din nou. |
| Apăsați Eroare motor | Motorul poate fi deteriorat. | Consultați cea mai apropiată echipă tehnică INNO. |
| Căutare față de capăt de fibre a eșuat | Fibra nu este fixată corect în canalul în V. | Apăsați butonul „R” și repoziționați fibra din nou. |
| Eșecul arcului | Descărcarea arcului nu a avut loc. | Asigurați-vă că electrozii sunt în poziția corectă. Înlocuiți electrozii. |
| Aliniați distanța motorului peste limită | Fibra nu este fixată corect în canalul în V. | Apăsați butonul „R” și repoziționați fibra din nou. |
| Căutare Fibre Clad a eșuat | Fibra nu este fixată corect în partea de jos a canelurii în V. | Apăsați butonul „R” și repoziționați fibra din nou. |
| Gap Clad Fibre greșit | Există praf sau murdărie pe suprafața fibrei | Pregătiți din nou fibra (decapare, curățare și despicare). |
|
Tip necunoscut de fibră |
Există praf sau murdărie pe suprafața fibrei | Pregătiți din nou fibra (decapare, curățare și despicare). |
| Fibrele nepotrivite | Utilizați un mod de îmbinare adecvat, altul decât modul de îmbinare AUTO, pentru a repea. | |
| Fibre optice non-standard | Modul de îmbinare AUTO poate identifica numai fibrele standard, cum ar fi SM, MM, NZ. | |
| Plasat cu fibre peste limita | Fibra nu se află în câmpul camerei de view. | Reglați poziția fibrei și finalizați [Motor Calibration] pentru întreținere. |
| Focus Motor Home poziție Eroare | Dispozitivul de îmbinare este lovit cu forță în timpul operațiunii de îmbinare. | Efectuați [Calibrarea motorului] pentru întreținere. Dacă problema încă nu poate fi rezolvată, contactați echipa locală INNO tehnică. |
|
Fiber End face Gap Wrong |
Setare [Suprapunere] prea mare | Reglați sau inițializați setarea [Suprapunere]. |
| Motorul nu este calibrat | Efectuați întreținerea [Motor Calibration]. | |
|
Distanța motor peste limita |
Fibra nu este fixată corect în canalul în V. | Apăsați butonul „R” și repoziționați fibra din nou. |
| Există praf sau murdărie pe suprafața fibrei | Pregătiți din nou fibra (decapare, curățare și despicare). | |
| Există praf sau murdărie pe suprafața fibrei | Executați [Verificarea prafului] după curățarea lentilelor și a oglinzilor. | |
| Nepotrivirea fibrelor | Fibrele de pe cele două părți nu sunt aceleași | Poate duce la pierderi mari de îmbinare dacă continuați să îmbinați. Vă rugăm să utilizați modul de îmbinare adecvat, corespunzător fibrelor. |
|
Unghi de scindare peste limită |
Față de capăt din fibră proastă |
Pregătiți din nou fibra (decapare, curățare și despicare). Verificați starea satârului de fibre. Dacă lama este uzată, rotiți lama într-o nouă poziție. |
| [Cleave Limit] este setat prea scăzut. | Creșteți „Limita de scindare” (valoarea standard: 3.0°) | |
|
Unghiul miezului peste limită |
[Offset Limit] este setat prea scăzut. | Creșteți „Limita unghiului miezului” (valoarea standard: 1.0°). |
| Praf sau murdărie se află pe canalul în V sau pe clamp cip. | Curățați canelura în V. Pregătiți și repoziționați din nou fibra. |
|
Alinierea axei fibrei a eșuat |
Offset axial (>0.4um) |
Pregătiți din nou fibra (decapare, curățare și despicare). |
| Motorul nu este calibrat | Efectuați întreținerea [Calibrarea motorului]. | |
|
Fibra este murdară |
Există praf sau murdărie pe suprafața fibrei | Pregătiți din nou fibra (decapare, curățare și despicare). |
| Praf sau murdărie se află pe lentilă sau pe LED-uri | Executați [Verificarea prafului]. Dacă există praf sau murdărie, curățați lentilele sau LED-urile | |
| „Timpul arcului de curățare” este prea scurt | Setați „Timpul arcului de curățare” la 180 ms | |
| Aliniați fibrele de miez dificil de localizat folosind metoda de aliniere a miezului în timpul îmbinării. | Îmbinați fibrele ale căror miezuri sunt greu de găsit prin modul de îmbinare MM (alinierea stratului de placare). | |
|
Punct de îmbinare a grăsimii |
Setare [Suprapunere] prea mare | Reglați sau inițializați setarea „Suprapunere”. |
| Motorul nu este calibrat. | Calibrați puterea arcului cu funcția [Arc Calibration]. | |
|
Punct de îmbinare subțire |
Putere inadecvată a arcului | Calibrați puterea arcului cu funcția [Arc Calibration]. |
| Puterea sau timpul de pre-siguranță este setat prea mare | Reglați sau inițializați setările „Putere pre-siguranță” sau „Timp pre-siguranță”. | |
| Setare „Suprapunere” insuficientă | Reglați sau inițializați setarea [Suprapunere]. |
Soluțiile pentru unele probleme comune sunt furnizate mai jos pentru referință. Dacă nu puteți rezolva problemele, contactați direct producătorul pentru asistență.
- Alimentarea nu se oprește când apăsați butonul „ON/OFF”.
- Apăsați și mențineți apăsată tasta „ON/OFF” până când LED-ul luminează intermitent, eliberați butonul și dispozitivul de îmbinare va fi oprit.
- Probleme cu dispozitivul de îmbinare capabil doar de câteva îmbinări cu un acumulator complet încărcat.
- Puterea bateriei poate scădea în timp datorită efectelor de memorie și stocării extinse. Pentru a rezolva acest lucru, este recomandat să reîncărcați bateria după ce i-ați lăsat să se descarce complet.
- Pachetul de baterii a ajuns la sfârșitul duratei de viață. Instalați un nou pachet de baterii.
- Nu folosiți bateria la o temperatură scăzută.
- Pe monitor apare un mesaj de eroare.
- Consultați anexa ll.
4. Pierdere mare de îmbinare- Curățați canelurile în V, fibră clamps, LED-uri de protecție împotriva vântului și lentile ale camerei.
- Înlocuiți electrozii.
- Consultați anexa l.
- Pierderea prin îmbinare variază în funcție de unghiul de despicare, condițiile arcului și curățenia fibrei.
5. Monitorul s-a oprit brusc. - Activarea funcției de economisire a energiei face ca dispozitivul de îmbinare să intre într-o stare de consum redus după o perioadă prelungită de inactivitate. Apăsați orice tastă pentru a o scoate din standby.
6. Alimentarea splicerului s-a oprit brusc.- Când activați funcția de economisire a energiei, dispozitivul de îmbinare îl va opri după o perioadă lungă de inactivitate.
- Nepotrivire între Pierderea estimată prin îmbinare și Pierderea reală prin îmbinare.
- Pierderea estimată este o pierdere calculată, deci poate fi folosită doar pentru referință.
- Este posibil ca componentele optice ale dispozitivului de îmbinare să fie curățate.
- Manșonul de protecție din fibre nu se micșorează complet.
- Prelungiți timpul de încălzire.
- Metodă de a anula procesul de încălzire.
- Apăsați butonul „ÎNCĂLZIRE” pentru a anula procesul de încălzire.
- Manșon de protecție din fibre aderat la placa de încălzire după contracție.
- Folosiți un tampon de bumbac sau un obiect similar cu vârf moale pentru a împinge și scoate manșonul.
- Am uitat parolele.
- Contactați cea mai apropiată echipă tehnică INNO Instrument.
- Nicio modificare a puterii arcului după [Calibrare arc].
- Factorul intern este calibrat și ajustat pentru setarea aleasă a puterii arcului. Puterea arcului afișată în
fiecare mod de îmbinare rămâne constant.
- Factorul intern este calibrat și ajustat pentru setarea aleasă a puterii arcului. Puterea arcului afișată în
- Uitați să puneți fibra optică în timpul procesului de întreținere.
- Va trebui să deschideți capacul antivânt și să plasați fibrele pregătite în canalul în V și să apăsați butonul „SET” sau „R” pentru a continua.
- Upgrade eșuat
- Când utilizatorii folosesc „noua” unitate USB pentru a face upgrade, este posibil ca dispozitivul de îmbinare să nu poată identifica corect programul de actualizare file; trebuie să resetați unitatea USB și să reporniți dispozitivul de îmbinare.
- Verificați dacă upgrade-ul file numele și formatul sunt corecte.
- Dacă nu puteți rezolva problemele, vă rugăm să contactați direct producătorul.
- Alţii
- Vă rugăm să contactați direct producătorul.
Modelele și specificațiile produselor pot fi modificate fără notificare prealabilă.
Copyright © 2024 INNO Instrument Inc. Toate drepturile rezervate.
INNO Instrument Inc.
support@innoinstrument.com
Pagina de pornire
www.INNOinstrument.com
Vă rugăm să ne vizitați pe Facebook
www.facebook.com/INNOinstrument
Documente/Resurse
 |
VIEW 5 Pro M7+ Compact Active V-Groove Cladding Alignment Fusion Splicer [pdfManual de utilizare M7 Compact Active V-Groove Cladding Alignment Fusion Splicer, M7, Compact Active V-Groove Cladding Splicer Fusion Splicer, Cladding Alignment Fusion Splicer, Alignment Fusion, Fusion SplicerSplicer |